精益工厂布局是工厂生产过程组织的一项重要工作。工厂布局必须符合工艺要求、生产流程及物流方向合理,共享设施和全车间的布置协调一致,单位面积产出值高,人机关系和各设备之间配合协调,便于设备安装维修和保养,还要考虑生产线进一步发展,以及节能、环保、安全、采光等。简单说来是材料进厂直至成品出厂的生产过程中,人员、材料、机器、设备能安排在最适宜的位置上,使生产能以最短的流程、最少的操作、最快的周期、最低的成本实现。布局工作实质上是管理水平和技术水平的联合反映。
精益工厂布局就是合理确定各个组成部分及其各种设备、装置的具体位置。一般工厂有六个部分组成: 1、生产部分,包括各种生产设备和辅助生产设备;2、辅助生产部分,如模具与设备检修等;3、仓库部分,如原材料、半成品、工具存放处;4、通道部分,包括各种主辅通道;5、管理部门,如生产办公室、资料室、质量控制室等;6、生活部分,如休息室、更衣室、盥洗室等

具体实施
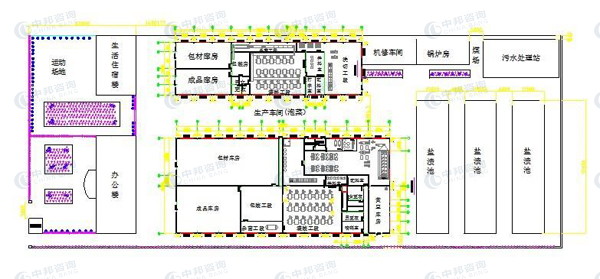
1、确定厂房的平面图(尺寸);
2、产品的工艺流程图、生产线布置图、生产单元布置图、周转库(店铺)布置图、成品库布置图、原料库等(布置图均核算占用面积);
3、确定车间大物流、分割生产单元位置、确定车间通道及物流方式(笔直流为宜);
4、按分割好的位置、物流型态,摆放生产单元(一条线一条线的布置)、周转库、设备布置;
5、核算车间能耗(水、电、气、油等),规划设计总桥架,生产线桥架,按桥架要求施工;
6、规划车间排污、排气、车间辅助设施位置等(如计量室、车间现场办公室、设备保全备品室、模具库房、模具保全区域、车间垃圾废料置场等)。
工厂布局规划设计与改善的六大原则:
1)统一原则:在布局设计与改善时,必须将各工序的人、机、料、法四要素有机结合起来并保持充分的平衡。因为,四要素一旦没有统一协调好,作业容易割裂,会延长停滞时间,增加物料搬运的次数。
2)最短距离原则:在布局设计与改善时,必须要遵循移动距离、移动时间最小化。因为移动距离越短,物料搬运所花费的费用和时间就越小。
3)人流、物流畅通原则:在进行工厂布局规划设计与改善时,必须使工序没有堵塞,物流畅通无阻。在工厂布局规划设计时应注意:尽量避免倒流和交叉现象,否则会导致一系列意想不到的后果,如品质问题、管理难度问题、生产效率问题、安全问题等。
4)充分利用立体空间原则:随着地价的不断攀升,企业厂房投资成本也水涨船高,因此,如何充分利用立体空间就变得尤其重要,它直接影响到产品直接成本的高低。
5)安全满意原则:在进行工厂布局规划设计与改善时,必须确保作业人员的作业既安全又轻松,因为只有这样才能减轻作业疲劳度。请切记:材料的移动、旋转动作等可能会产生安全事故,抬升、卸下货物动作等也可能会产生安全事故。
6)灵活机动原则:在进行工厂布局规划设计与改善时,应尽可能做到适应变化、随机应变,如面对工序的增减、产能的增减能灵活对应。
服务收益

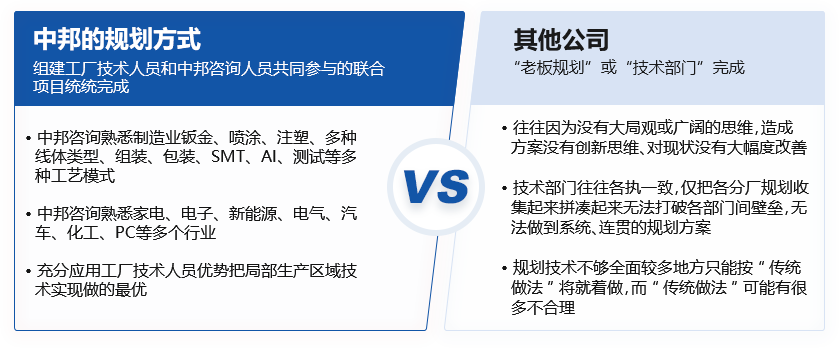
中邦在工厂布局规划的作用
 精益管理以实战落地辅导为主,以指标数据说话,保姆式驻场咨询,帮助企业降低成本...
精益管理以实战落地辅导为主,以指标数据说话,保姆式驻场咨询,帮助企业降低成本...

































 在线客服
在线客服
 400-153-8066
400-153-8066